Material details
Natural grey PA12 nylon for the 3D printing with HP Multi Jet Fusion (MJF) technology
I wait: • • •
Details: • • • • •
Resistence: • • • • •
Flexibility: • • •
– Cheapest option in MJF
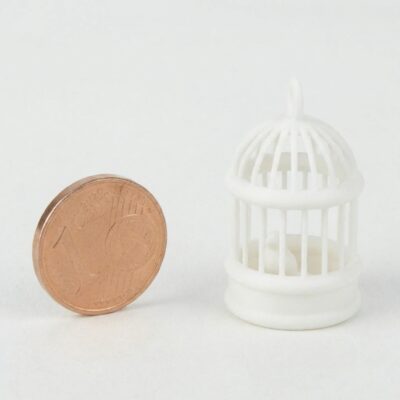
– Fine details and thin walls
– Isotropic mechanical properties
Description
The gray PA12 nylon is the same material as the black PA12 nylon MJF, in its native finish: gray on the surface and black on the inside. It does not undergo any dyeing process after printing, which makes it the cheapest option for 3D printing with HP Multi Jet Fusion technology.
The material is printed with technology HP Multi Jet Fusion (MJF), an additive manufacturing process that uses chemical fusing and detailing agents combined with thermal energy to selectively solidify nylon powder, layer by layer. It's the ideal choice when color isn't a requirement—for example, for functional prototypes, dimensional tests, jigs, production fixtures, and internal mechanical parts.
Same material, lower cost
The mechanical, thermal and chemical properties are identical to those of the black version: same density, same resistance, same waterproofness. The only difference is the absence of black dye, which represents an additional post-processing cost. If the project requires a black piece, the black PA12 nylon or you can paint the grey piece in any RAL colour.
Advantages over SLS printing
Like the black version, the PA12 MJF nylon offers higher density and lower porosity compared to the SLS white plastic. The minimum thickness of the walls is 0.6 mm (versus 0.8 mm of SLS), the details are finer and the mechanical properties are isotropic on all three axes.
Available finishes
Natural grey (raw) – the material's native color after sandblasting. Slightly grainy surface, sharp edges, and almost invisible layer lines. This is the most economical finish.
Mechanical polishing (vibratory finishing) – Smoother, more uniform surface. Vibratory finishing removes approximately 0.1 mm of material.
Painting – The piece can be painted in any RAL color. An alternative to black paint when different colors or a more controlled finish are needed.
For custom finishes or specific needs, contact us.
Maximum volume and print quality
Maximum printable volume: 380 × 284 × 380 mm
(volume may vary slightly depending on the production provider used)
Printing is available in two modes:
Fast – 0.11 mm layers, reduced time and costs. Ideal for prototypes and dimensional testing.
Top Mechanical – 0.08 mm layer thickness, dimensional tolerances of ±0.3 mm, finer details, and superior mechanical properties. Recommended for functional parts and production.
You can not insert multiple objects into a single template / file.
Main features
- Moving and articulated parts: Yes (minimum clearance between parts: 0.5 mm)
- Waterproof: Yes (MJF parts are waterproof out of the box)
- For food: No
- Biocompatible: Yes (USP Class I-VI, ISO 10993 compliant)
- Suitable for dishwashers: Yes
- Recyclable: No
- Heat resistant: up to 175°C (thin parts begin to warp above 95°C)
- UV resistance: good (possible slight discoloration or dulling over time)
- Layer thickness: 0.08 mm (Top Mechanical) / 0.11 mm (Fast)
- Isotropic mechanical properties in all 3 axes
To find out all the rules to follow to create a model with this material, consult the sheet Technical details. For a complete guide to preparing your file, read our 3D printing guide.
Modeling Guides
We have prepared step-by-step guides for the most popular 3D modeling software:
- Autodesk Fusion – for mechanical design and parametric CAD
- Rhinoceros – for design, jewelry and architecture
- Blender – for digital sculpture and organic forms
- SketchUp – for architectural modeling and interior design
If your model was generated with AI, check out our guide on How to 3D print AI-generated models.
Technical details
DIMENSIONS
Maximum printable volume: 380 × 284 × 380 mm
(actual volume may vary slightly depending on the production provider)
Minimum object size: 10mm (X+Y+Z)
WALL THICKNESS
Minimum wall thickness: 0.6 mm (flexible)
Recommended thickness for stiffness: ≥ 2 mm
Maximum recommended thickness: 10 mm (surface defects may occur beyond this value – in this case it is advisable to empty the model while maintaining 4 mm walls)
CLEARANCE AND MOVING PARTS
Minimum distance between moving parts (clearance): 0.5 mm
For large objects the clearance must be greater.
Unmelted material outlet hole: minimum 4 mm
Minimum hole diameter: 1 mm
DETAILS AND TEXT
Minimum size for object details: 0.2 mm
Embossed text: minimum 0.5 mm thick and 0.5 mm high
Engraved text: minimum 0.5 mm deep; engraving width must be at least equal to depth
Note: Very thin cuts (0.3–0.6 mm) may retain debris from sandblasting.
MECHANICAL PROPERTIES (indicative values – HP PA12 MJF, Top Mechanical mode)
Tensile strength (UTS): 48 MPa
Tensile modulus: 1,800 MPa
Flexural strength: 50 MPa
Elongation at break: 11–20%
Impact strength (Charpy, notched): 5–6 kJ/m²
Density: 1.01 g/cm³
THERMAL PROPERTIES
Heat deflection temperature (HDT, 0.45 MPa): 175°C
Deformation temperature for thin parts: ~95°C
Melting point: 187°C
CHEMICAL RESISTANCE
Good resistance to: oils, greases, aliphatic hydrocarbons, alkalis, salts, detergents, fuels.
Not resistant to: concentrated strong acids, chlorinated solvents.
CERTIFICATIONS
Biocompatibility: USP Class I-VI, ISO 10993-5, ISO 10993-10
Compliance: REACH, RoHS, PAHs
Flammability: UL 94 HB
NOTES ON THE PROCESS
Technology: HP Multi Jet Fusion (MJF) – HP 5210 and compatible machines
Layer Thickness: 0.08mm (Top Mechanical) / 0.11mm (Fast)
Dimensional tolerance: ±0.3% (min ±0.3 mm)
Support structures: Not required (unmelted powder acts as support)
Native color: gray on the surface, black internally
Standard finish: natural sandblasted grey (no dye)
The mechanical properties are identical to those of the black PA12 nylon MJF. The only difference is the absence of dye, which makes this version cheaper.
For more information contact us.
For 3D file preparation requirements, please see our 3D printing guide.